El
motivo de contactar con ustedes es el siguiente.
Hace
cerca de tres años adquirí una vivienda de obra nueva y, desde el inicio, el
parquet ha dado múltiples problemas.
Aunque
la promotora/constructora me autoniveló algunas estancias, y en dos de ellas me
instalaron todo el parquet nuevo (julio de 2021), este sigue cediendo ante las
pisadas y emite un ruido que afecta seriamente al confort e, incluso, me
atrevería decir a la habitabilidad.
La
constructora, posteriormente, decidió encolar el machihembrado (pero sin tan
siquiera desmontar el parquet), sino con unas ventosas forzando una breve
apertura del machihembrado y, de este modo, aplicar la cola. A ello, me negué,
por razones obvias. No obstante, múltiples vecinos aceptaron. Tras dicha
actuación sin demasiado éxito, somos varios los vecinos afectados aún e
interesados en peritar.
Adjunto
fotografía representativa de la base de una de las tablas (junto al sistema de
clipaje), donde se puede apreciar defecto de calidad.
Me
preguntaba si podría contactar con ustedes para exponerle la situación y
consultarles los posibles ensayos a realizar.
RESPUESTA.
En
relación con su consulta paso a comentarle los siguientes aspectos:
El problema de los ruidos o crujidos que manifiesta el
parquet al caminar sobre la instalación se produce fundamentalmente en los
suelos de parquet multicapa y concretamente cuando se coloca flotante (apoyado
sobre el soporte pero sin encolarse a este). Los crujidos se deben al roce
entre sí de los cantos de las lamas al pisar en las uniones laterales o de
testa entre lamas o en sus proximidades.
Es un problema que se da con cierta frecuencia y que se
puede deber a múltiples causas entre las que se encuentran las siguientes (más
frecuentes):
Problemas puntuales o
generalizados de nivelación del soporte (del forjado o solera);
Problemas de
instalación, por dejarse junta perimetral insuficiente o porque la
hinchazón del parquet absorbe completamente la junta perimetral, o porque
se ha introducido durante las fases de obra suciedad o partículas en las
juntas perimetrales etc. de tal forma que la junta no trabaja
adecuadamente, o por no practicarse juntas de expansión (no confundir con
juntas perimetrales).
Problemas de
comportamiento del propio parquet (por no estar bien diseñada, la junta
entre lamas, problemas ocasionales de los materiales empleados en algunas
partidas, contenido de humedad inadecuado (por exceso o defecto) etc.
Problemas de
mantenimiento (viviendas excesivamente húmedas o secas, hábitos de
limpieza inadecuados)
Resulta muy complicado para un perito poder discernir
con seguridad cual o cuales de estas posibles causas son las causas efectivas
de los ruidos de una instalación concreta.
Además de lo anterior:
No hay un procedimiento
normalizado de medida de los ruidos
No hay una
especificación normativa que establezca hasta qué punto son o no
admisibles los ruidos.
Por tanto se trata de un problema de apreciación
subjetiva tanto desde el punto de vista del propietario de la instalación
como desde el punto de vista pericial (lo que a una persona le puede parecer
insoportable a otra le puede parecer tolerable o apenas le da importancia o no
se siente especialmente molesta).
Por todo lo anterior resulta un problema muy difícil de
abordar desde el punto de vista pericial. Por otra parte la solución que le han
aplicado es la habitual en estos casos, es decir nivelar las zonas claramente
desniveladas y en el resto de zonas aplicar la solución que vd. comenta:
levantar ligeramente las lamas con el sistema de ventosas y tratar de aplicar
un cordón de adhesivo que hace como de efecto bisagra, evitando el roce de los
cantos. No se suele hacer de forma generalizada sino solamente en donde hay
ruidos.
Aún así, no se puede garantizar el éxito de esta operación
ya que efectivamente los ruidos pueden volver a reproducirse al cabo de un
cierto tiempo. Por otra parte esta solución solo puede amortiguarlos o
atenuarlos, pero es difícil eliminarlos de forma completa.
Somos un laboratorio de ensayo. Necesitaríamos saber si hay
posibilidad de realizar algún ensayo o prueba a unas puertas de paso lacadas en
blanco que en un año se han amarilleado. Hay una gran diferencia de tonalidad
entre la hoja y el marco.
Es una obra de reciente
construcción en la costa atlántica en zona de playa.
RESPUESTA.
En relación con su consulta paso a comentarle los siguientes
aspectos.
En muebles de cocina existe un ensayo denominado de
Resistencia del color a la luz especialmente orientado a evaluar el viraje de
color de los acabados lacados. El ensayo se realiza según el apartado 4.8.1 de
la norma UNE 56875. Básicamente consiste en introducir en una cámara con una
lampara especial (cámara de xenón) una pequeña muestra y someterla a la luz de
dicha lampara, que reproduce en pocas horas de exposición el viraje de color
que se produce en años de exposición a la luz natural. El viraje se califica
con patrones en una escala de hasta 5 grados (1 a 5) siendo 1 el peor y 5 el
mejor. La especificación mínima es de calificación 4 para el mobiliario de uso
general y 5 para el mobiliario de uso intenso. En principio no habría ninguna
dificultad para aplicar este ensayo a una muestra de puerta.
En cuanto a puertas actualmente existe un borrador de norma
de instalación que incluye una especificación diferente que le transcribo a
continuación:
9.4.2
Acabados lacados
Las puertas lacadas son especialmente sensibles a los
golpes y arañazos. Deben ser objeto de especial protección en el trasporte,
acopio en obra y montaje por la especial dificultad de las reparaciones en
obra.
9.4.3
Diferencias de color entre elementos (acabados lacados y acabados con
materiales sintéticos)
Se admiten diferencias de color DE* de hasta un punto entre distintos
elementos de una misma partida, entre distintas partes de una misma unidad de
hueco (por ejemplo, hoja y jambas), o entre distintas zonas de un mismo
elemento de la unidad de hueco (por ejemplo, entre las dos caras de una hoja o
entre la parte superior y la inferior.
En caso de conflicto las diferencias de color se deben
medir con un colorímetro calibrado con una incertidumbre expandida menor o
igual a ± 0,35.
Esta especificación se encuentra en el borrador de la norma
PNE 56890 “(Unidad de hueco de puerta. Instalación. Especificaciones) cuya
publicación es inminente. En este caso la especificación sirve para medir
diferencias de color entre puertas de una misma partida, es decir no se
establece un viraje de color determinado sino que no haya diferencias grandes
de color entre puertas de una misma partida. Las diferencias de color se miden
con un equipo (colorímetro) diferente e la cámara de xenón.
En el laboratorio AIDIMME pueden seguramente
realizar cualquiera de ambas mediciones.
Agradeceríamos que nos pudiérais ayudar a conocer cuál es la norma que regula este tipo de materiales respecto a
requisitos y marcado CE.
Estamos valorando comercializar un producto formado por un tablero MDF con foam y MDF rechapado con chapa de
madera natural en las 3 caras.
Vemos como posible la UNE EN
14915:2013+A2, sin embargo esta norma habla de madera maciza, no menciona MDF.
RESPUESTA.
No hay ninguna normativa vigente que yo conozca aplicable al
producto que me describes. Suele ser relativamente frecuente que cuando se
desarrolla un producto novedoso y más o menos complejo suceda que no hay
normativa aplicable. Sobre todo cuando se trata de combinaciones de materiales
diferentes aplicados de una forma especial (como es el caso) es difícil que
haya normativa. En estos casos las empresas, para disponer de algún tipo de
certificación suelen apoyarse en otras vías como son los documentos de idoneidad
técnica (DITS a nivel nacional que en España desarrollan el Instituto Eduardo
Torroja ICCET en Madrid y el ITEC en Cataluña) o su equivalente europeo (DITE).
Por otra parte al no haber normativa aplicable ni normativa
armonizada (norma de marcado CE) no se puede hacer marcado CE de este no se
puede pedir.
La norma que citas efectivamente es la de frisos y falsos
techos de madera maciza y no sería en absoluto aplicable a vuestro producto, no
obstante en dicha norma se ofrece un paquete de propiedades y de ensayos que
probablemente si se puedan aplicar a vuestro producto (si no todos algunos de
ellos) y que podrían aportaros un dossier de propiedades para la
comercialización del producto, para la elaboración de una ficha técnica o para
entregar en las licitaciones de las obras o a vuestros clientes.
Entre las propiedades que yo analizaría en vuestro producto
estarían:
La reacción al fuego
El aislamiento acústico
La conductividad térmica
Las propiedades de
geometría (rectitud de cantos, planitud general y local, tolerancias
dimensionales en grosor, anchura y longitud, escuadría etc.)
Información sobre el
sistema de anclaje que recomendáis y alguna prueba de resistencia de este
Algunos otros ensayos
relativos a la resistencia del recubrimiento tales como la resistencia a
la abrasión, al rayado, al manchado por productos domésticos, al lavado
etc.
El lijado es la eliminación de imperfecciones, antes de pintar y/o entre una aplicación de pintura y otra, de la superficie de paneles de diferentes tamaños y formas, previamente calibrados
PREMISA
La secuencia de calibración/lijado es importante, ya que si se realiza una operación de calibración, el lijado posterior se facilitará enormemente. El lijado debe realizarse con bandas abrasivas de grano más fino que las de calibración y podemos dividirlo en dos fases esenciales: – lijado de la pieza en bruto (dividido en lijado y acabado); – Lijado de superficies pintadas.
LIJADO DE LA SUPERFICIE EN BRUTO
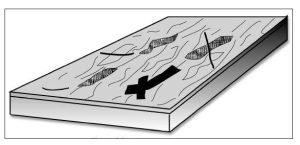
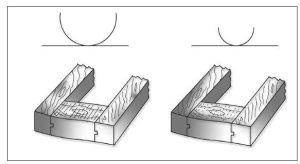
La calidad de la superficie de un panel es necesaria para satisfacer las siguientes necesidades (ver figura 1): – eliminar pequeñas imperfecciones superficiales o defectos de manipulación (arañazos, presencia de pegamento, tiras de papel); – crear una apariencia externa que sea hermosa al tacto y a la vista, esencial para la presentación estética del producto; – aplanar y limpiar las superficies, para eliminar cualquier defecto en la madera, como nudos o vetas demasiado acentuadas; – limitar el levantamiento de la pila en la operación de pintado posterior, para obtener una absorción correcta y uniforme de las pinturas; – Hacer que el panel sea uniformemente rugoso con cinta de grano fino, para permitir la absorción correcta y uniforme de la pintura, con una buena adherencia de las pinturas de imprimación (una superficie bien acabada necesita un recubrimiento más bajo, con pintura de imprimación, que una superficie rugosa).
Fig 1 – Panel chapado a lijar
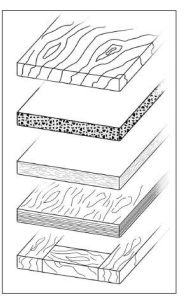
Las partes más comúnmente sometidas a la operación de lijado de la superficie en bruto, antes de pasar a cualquier fase de pintura o barnizado, son las siguientes (ver figura 2): – paneles planos para muebles de madera maciza; – paneles planos para muebles revestidos con chapa; – paneles planos para muebles revestidos de melamina; – puertas interiores revestidas con chapa; – puertas interiores y exteriores de madera maciza; – parquet de madera maciza preacabado; – lamas para revestimientos; – partes de sillas de madera maciza; – puertas de muebles de madera maciza; – puertas revestidas con chapa; – Ventanas y accesorios en madera maciza.
Fig. 2 – Ejemplos de paneles sometidos a lijado
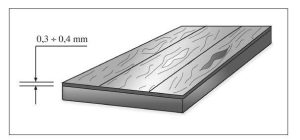
Actualmente, la difusión de los paneles chapados es casi universal; Las chapas de chapa suelen tener espesores muy bajos (0,3-0,4 mm), lo que hace que la operación de lijado sea especialmente delicada (véase la figura 3).
Fig. 3 – Espesor de la chapa
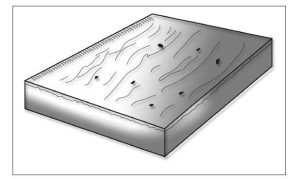
Además, el panel de aglomerado o nido de abeja que soporta la chapa a menudo tiene deformaciones y tolerancias que pueden crear riesgos de eliminación total de la chapa durante la operación de lijado (ver figura 4).
Fig. 4 – Deformación del panel de nido de abeja
Incluso en el procesamiento de los componentes de muebles llamados "económicos", a veces se debe lijar la superficie cubierta con papel impregnado, dependiendo del ciclo de pintura posterior. El lijado de superficies de madera maciza, que no implica los riesgos de "ruptura" posibles en superficies más delgadas, tiende a resaltar la diferente dureza de la madera entre los anillos de crecimiento de otoño y primavera, lo que provoca una superficie irregular, que la pintura no podrá mejorar.
LIJADO DE LA SUPERFICIE PINTADA
Se trata de la operación de eliminación de las imperfecciones superficiales después de la primera aplicación de pintura o después de aplicaciones intermedias (en cualquier caso antes de la aplicación final). Cuando se pinta un panel con la primera capa, inevitablemente se producen imperfecciones, por lo que es necesario lijar la superficie pintada de un panel antes del acabado para satisfacer las siguientes necesidades (ver figura 5): – eliminar los defectos de manipulación (arañazos); – obtener un aspecto uniforme de la superficie (efecto "satinado"); – aplanar crestas y depresiones debido a la distensión más o menos regular de la película de pintura; – eliminar las irregularidades causadas por el lifting del cabello; – permitir una adherencia correcta y uniforme de la pintura de acabado posterior; – eliminar los grumos de polvo (debido al exceso de pintura pulverizada); – Dar opacidad a la superficie.
Fig. 5 – Imperfecciones del panel pintado
El uso de la lijadora es necesario para varias fases intermedias de procesamiento, que incluyen: lijado de la primera capa de masilla, nuevo lijado de la segunda capa y, en general, antes de cada capa para terminar. Por lo general, los siguientes productos deben lijarse entre una aplicación de pintura y otra: – paneles planos para muebles; – puertas interiores y exteriores; – parquet preacabado; – lamas para revestimientos; – partes de sillas; – puertas de muebles; – Ventanas y accesorios. El lijado de superficies pintadas (también llamado lijado) debe realizarse con máquinas caracterizadas por la máxima precisión de procesamiento. Es difícil, teóricamente, poder establecer todas las aplicaciones de estas máquinas, ya que los casos difieren según el tipo de producto de pintura a lijar, pero también según el mismo ciclo de acabado; De hecho, como es bien sabido, los tipos de pinturas que se utilizan como imprimaciones son numerosos, mucho más que los acabados. Sin embargo, es una buena idea lijar después de aplicar los siguientes productos: masilla de relleno en preparación para una operación de impresión posterior; imprimación, independientemente del tipo de pintura utilizada (nitrocelulosa, poliuretano, acrílico, poliéster, poliéster, poliacrílico, etc.), y en cualquier tipo de ciclo de poliéster parafina, antes de las operaciones finales de pulido y abrillantado. Por otro lado, los tintes aplicados directamente a la madera no deben lijarse.
LIJADORA Y UNIDADES OPERATIVAS
La cualidad fundamental de una lijadora consiste en la capacidad de obtener el mejor acabado del panel, compatible con el grano abrasivo utilizado, trabajando con precisión y al mismo tiempo con extrema delicadeza. La lijadora también debe tener excelentes cualidades en todos los aspectos: – máxima seguridad y fiabilidad mecánica; – gran flexibilidad, tanto en lo que se refiere al tipo de material a lijar como a las posibles tolerancias entre un panel y otro; – extrema sensibilidad en el seguimiento de las irregularidades de la superficie, sin atacar ni siquiera las capas muy finas de material precioso; – Variabilidad de los parámetros de procesamiento, para permitir su adaptación a las condiciones de trabajo más extremas. Además, la lijadora debe funcionar de la forma más suave posible sin necesidad de ajustes constantes. Por esta razón, se aplica la mejor tecnología para hacer que la maquinaria sea altamente flexible, en particular con la electrónica, conectada a dispositivos mecánicos muy precisos. En el lijado de superficies planas se utilizan esencialmente tres unidades operativas, a las que se pueden acoplar discos abrasivos y/o cepillos: – el rodillo lijador; – la zapata de lijado longitudinal; – la zapata de lijado transversal.
El rodillo de lijado El rodillo de lijado de contacto (ver figura 6) consta de un núcleo cilíndrico de acero con un revestimiento de goma. Las siguientes variables tienen una influencia significativa en la calidad del lijado: – diámetro del rodillo de lijado; – dureza del recubrimiento engomado; – tamaño de la ranura; – ángulo de la ranura. El diámetro del rodillo depende tanto de la tolerancia de planitud del material a lijar como de la calidad del acabado. Un rodillo de mayor diámetro es más adecuado para acabados de alta calidad, mientras que un rodillo más pequeño es más eficaz para eliminar y mantener la planitud.
Fig. 6 – Rodillo de lijado
La única excepción está representada por el mecanizado de marcos con piezas con una veta transversal con respecto a la dirección de avance (por ejemplo, puertas gofradas en madera maciza): en este caso, se convierte en una prioridad asegurar un rayado lo más corto posible (por lo tanto, tiende a ser invisible) en la parte transversal, y esto es ciertamente posible con el uso de un rodillo de pequeño diámetro (ver figura 7).
Fig. 7 – Lijado de arañazos en piezas transversales
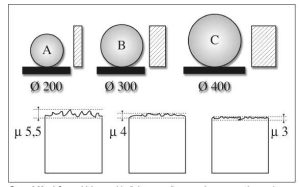
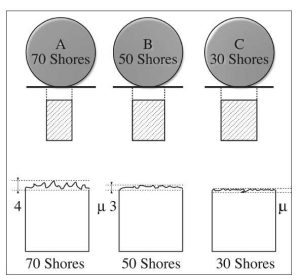
Examinamos los rodillos A, B y C con diferentes diámetros (ver figura 8) y consideramos constantes los siguientes parámetros de funcionamiento: – presión de trabajo; – velocidad de la banda abrasiva; – el grano de la banda abrasiva utilizada; – material a lijar; – dureza de la superficie engomada de los rodillos. De ello se deduce que cuanto más grande es el rodillo, más suave es el resultado del lijado, mientras que cuanto más pequeño es el rodillo, más agresivo es (y, por lo tanto, capaz de eliminar material). La dureza del recubrimiento de goma puede variar de 18 a 90 shore. A 18 shore el caucho es muy blando, a 90 shore es muy duro (la medición de la dureza, como es bien sabido, se calcula en shore; se mide con un dispositivo especial con punta de diamante, fácilmente disponible en el mercado).
Fig. 8 – Influencia del diámetro del rodillo de lijado en la tasa de arranque de material
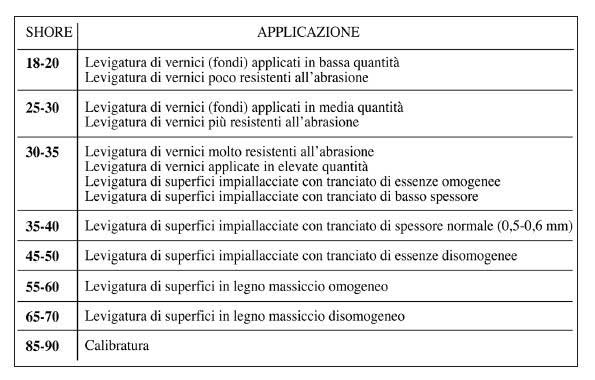
La elección de la dureza del recubrimiento de caucho del rodillo depende de la cantidad y calidad del material a lijar, así como de la calidad del acabado (ver figura 9).
Fig. 9 – Dureza del recubrimiento de goma del rodillo de lijado según el tipo de aplicación
Un rodillo recubierto de caucho de alta dureza es ciertamente más eficaz y preciso para arranques de material elevados, en comparación con un cilindro recubierto de caucho blando, que es más adecuado para operaciones de acabado. Examinamos los rodillos A, B y C con recubrimiento de caucho de diferente dureza (ver figura 10) y consideramos que los siguientes parámetros de funcionamiento son constantes: – presión de trabajo; – velocidad de la banda abrasiva; – el grano de la banda abrasiva utilizada; – material a lijar; – Diámetro de los rodillos de lijado. En primer lugar, podemos comprobar que la superficie de contacto es mayor con el rodillo recubierto de goma blanda que, con la misma presión ejercida, tiende a aplastar más, por lo que podemos sacar la siguiente consideración: la profundidad de las ranuras de lijado es proporcional a la dureza del rodillo de lijado. La superficie de goma del rodillo de lijado tiene ranuras helicoidales para permitir que la banda de lijado se enfríe. Por lo tanto, la capacidad de arranque (agresividad) no solo es directamente proporcional a la dureza del caucho, sino también al tamaño e inclinación de las ranuras, ya que estos elementos favorecen o no el aplastamiento del caucho. Se puede decir, en aras de la claridad, que la influencia del tamaño de las ranuras y el ángulo de las propias ranuras dan resultados operativos muy importantes y diversificados.
Fig. 10 – Influencia de la dureza del rodillo de lijado en la profundidad de las ranuras
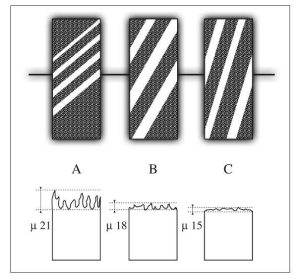
Examinamos los rodillos A, B y C, con diferentes inclinaciones de las ranuras helicoidales (ver figura 11) y consideramos constantes los siguientes parámetros de funcionamiento: – presión de trabajo; – velocidad de la banda abrasiva; – el grano de la banda abrasiva utilizada; – material a lijar; – dureza de la superficie engomada de los rodillos; – Diámetro de los rodillos de lijado. Podemos sacar la siguiente consideración: cuanto más abierto sea el ángulo del helicoide, mayor será la capacidad de absorber tolerancias en la planitud; Cuanto más abierta esté la esquina del helicoide, más suave será el resultado del lijado.
Fig. 11 – Influencia de la inclinación de las ranuras helicoidales en el rodillo de lijado en el lijado
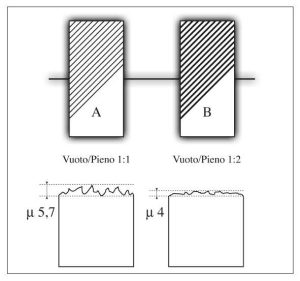
Examinemos los rodillos A, B con diferentes relaciones vacío/lleno de las ranuras helicoidales (ver figura 12) y consideremos que los siguientes parámetros de funcionamiento son constantes: – presión de trabajo; – velocidad de la banda abrasiva; – grano de la banda abrasiva utilizada – material a lijar; – dureza de la superficie engomada de los rodillos; – diámetro de los rodillos de lijado; – Inclinación de las ranuras helicoidales. Podemos llegar a la siguiente conclusión: cuanto menos anchas sean las ranuras, más suave será el resultado del lijado. Por lo tanto, la agresividad, o capacidad de eliminación, es directamente proporcional a la dureza del caucho de recubrimiento del rodillo de lijado y al tamaño (en ancho) de las ranuras helicoidales. Por lo tanto, la agresividad, o tasa de arranque de material, es inversamente proporcional al diámetro del rodillo de lijado y a la inclinación de las ranuras helicoidales. Los granos de polvo de lijado que se encuentran en el área de contacto, mientras la máquina está funcionando, pueden penetrar en el espacio entre la banda de lijado y el rodillo de lijado, causando rasguños profundos en el panel. Por esta razón, las ranuras helicoidales son indispensables, ya que, además de enfriar la banda abrasiva, actúan como un "contenedor" móvil para el polvo de lijado, que se descargará lateralmente debido al efecto del movimiento helicoidal.
Fig. 12 – Influencia de la relación vacío/lleno de las ranuras helicoidales del rodillo de lijado en el lijado Fuente: https://www.professioneverniciatore.it
Soy instalador de suelos y revestimientos de madera y composites. Os escribo para consultarte acerca del certificado EPD
EN-15804.
Me comentan que en otros países ya es exigible y no sé si en
España esta en vigor, es obligatorio o que consideraciones tiene. Tampoco a que
productos es aplicable si al producto principal o también a los accesorios.
¿Hay alguna bibliografía que pueda consultar sobre esto?
RESPUESTA.
Buenas tardes. Lo que te están pidiendo es lo que se llama una Declaración
Ambiental de Producto (DAP) de acuerdo con la norma de referencia que establece
las reglas para las declaraciones ambientales de los productos de construcción.
(existen otras normas para las DAP de otros sectores productivos).
Una DAP en el sector de la construcción es un documento
donde se reflejan los impactos ambientales a la atmósfera, al suelo y al agua
que tiene la fabricación de un producto desde la “cuna” hasta la “tumba”, es
decir hasta sus fases finales de reutilización, reciclaje o destrucción.
Los impactos más comunes son el CO2, el consumo energético
total, el consumo energético no renovable y renovable, el potencial de
acidificación de eutrofización, de destrucción de la capa de ozono etc. etc.
Cada impacto se mide con unidades propias.
Para llegar a obtener una DAP de un producto de construcción
hay que realizar un enorme trabajo de consultoría mediante lo que se llama un
Análisis del Ciclo de Vida del producto. Se trata de un trabajo de consultoría
muy especializado que no se puede improvisar de un día para otro. Como este
trabajo es tan grande y caro, en algunos sectores productivos realizan DAPS
sectoriales (como por ejemplo hizo el sector del hormigón hace unos años).
Si quieres hacer algo en esta línea no te aconsejaría que lo
abordes por tu cuenta sino que consultes con alguna empresa especializada de
consultoría (hay muchas).
Si quieres profundizar más en lo que es una DAP consulta el
Google, Declaración Ambiental de Producto y veras que hay bastante información.
Os escribo para consultare acerca del certificado EPD
EN-15804.
Me comentan que en otros países ya es exigible y no se si en
España esta en vigor, es obligatorio o que consideraciones tiene. Tampoco a que
productos es aplicable si al producto principal o también a los accesorios.
¿Hay alguna bibliografía que pueda consultar sobre esto?
RESPUESTA.
Buenas tardes. Lo que te están pidiendo es lo que se llama una Declaración
Ambiental de Producto (DAP) de acuerdo con la norma de referencia que establece
las reglas para las declaraciones ambientales de los productos de construcción.
(existen otras normas para las DAP de otros sectores productivos).
Una DAP en el sector de la construcción es un documento
donde se reflejan los impactos ambientales a la atmósfera, al suelo y al agua
que tiene la fabricación de un producto desde la “cuna” hasta la “tumba”, es
decir hasta sus fases finales de reutilización, reciclaje o destrucción.
Los impactos más comunes son el CO2, el consumo energético
total, el consumo energético no renovable y renovable, el potencial de
acidificación de eutrofización, de destrucción de la capa de ozono etc. etc.
Cada impacto se mide con unidades propias.
Para llegar a obtener una DAP de un producto de construcción
hay que realizar un enorme trabajo de consultoría mediante lo que se llama un
Análisis del Ciclo de Vida del producto. Se trata de un trabajo de consultoría
muy especializado que no se puede improvisar de un día para otro. Como este
trabajo es tan grande y caro, en algunos sectores productivos realizan DAPS
sectoriales (como por ejemplo hizo el sector del hormigón hace unos años).
Si quieres hacer algo en esta línea no te aconsejaría que lo
abordes por tu cuenta sino que consultes con alguna empresa especializada de
consultoría (hay muchas).
Si quieres profundizar más en lo que es una DAP consulta el
Google, Declaración Ambiental de Producto y veras que hay bastante información.
Somos fabricantes de puertas. Un cliente nos solicita el siguiente certificado para mi
puerta de entrada blindada: Certificado grado 3 efracción para puerta blindada.
UNE EN 1627 (Puertas peatonales, ventanas, fachadas ligeras, rejas y persianas.
Resistencia a la efracción. Requisitos y clasificación).
¿Sabes si nuestra puerta cumpliría con esta
certificación? Te paso dibujo de la composición:
¿Tendríamos que realizar ensayo y certificarlo en
laboratorio?
¿Este certificado se exige para una puerta de entrada
blindada para entrada de piso interior?
RESPUESTA.
La resistencia a la efracción o resistencia al forzamiento
es un sistema de clasificación de las Unidades de Hueco de Puerta con
características mejoradas de resistencia (lo que en el mercado se denomina como
puertas reforzadas, acorazadas, blindadas etc.). Este sistema incluye 5 grados
de los cuales el 1 es el más básico y el 5 el más “duro”. Esta clasificación se
consigue pasando una serie de ensayos de los cuales el más importante es el que
se realiza con herramientas manuales.
Una Hoja de puerta por si misma no puede tener una
calificación porque la resistencia del hueco completo depende (como en el caso
de cualquier puerta con propiedades especiales resistentes al fuego, térmicas,
acústicas etc) del conjunto de hoja, + cerco + herrajes + instalación.
PREGUNTA.
Le comenté nuestra conversación a nuestro gerente y a
nuestro comercial, y me han pedido, que si sobre ese estudio que me comentastes
si existe algún artículo publicado.
RESPUESTA.
Se trata de un estudio muy antiguo realizado por la OCU hace más de 15 años. Las conclusiones solo se
publicaron de forma muy genérica en un artículo de su revista, pero no se
publicaron datos técnicos sobre las estructuras de puerta ensayadas, los
detalles particulares de los ensayos o prestaciones o características de las
puertas ensayadas u otros aspectos técnicos que me imagino que es lo que sería
interesante para vosotros.
De
todas formas voy a tratar de contactar con la OCU con el que hablamos del asunto a ver si fuera posible al
menos recuperar la revista o el artículo.
Somos un almacenista de maderas. Hemos suministrado en el año 2021, una tabla de Iroko de
130 x 26 mm que hemos serrado de cuadradillo y posterior secado y se vendió así
en tabla de 130 x 26 mm, me piden ahora el marcado CE de esta tabla.
La
pregunta sería si esto llevaría marcado CE, puesto que no es producto terminado
es una tabla aserrada….de cuadradillo a tabla y secado.
RESPUESTA.
Si la tabla no esáa comercializada como producto de
carpintería para utilización en construcción de forma permanente tal como suelo
de madera, revestimiento etc., no se sabe el fin ultimo que le pueda dar
vuestro cliente y por tanto no puede llevar (ni se le puede pedir) marcado CE.
Por otra parte, la madera aserrada sin más no lleva marcado
CE, solamente cuando se utiliza como producto de construcción con una función
resistente y en ese caso suelen ser escuadrías muy superiores.
Soy aparejador. Necesito saber si existe alguna norma que establezca la holgura máxima que debe
existir en una puerta de entradada a vivienda. No es una puerta RF, es una
puerta de madera maciza (DM con una chapa y cerco de DM acabado roble. Gracias.
RESPUESTA.
Buenas tardes. En relación con su consulta le indico a continuación
información al respecto.
Las medidas del hueco de puerta que se indican en la
norma UNE 56802 “Unidad de hueco de puerta de madera. Medidas y tolerancias”.
La anchura del hueco entre galces del cerco será la
correspondiente al ancho nominal de la hoja + 3 mm
La altura del hueco entre el galce superior del cerco y
el suelo será igual a la altura de la hoja + 4 mm
Tolerancias:
Sobre la anchura del hueco se admite una tolerancia de
± 1 mm y sobre la altura del hueco se admite una tolerancia de ± 2 mm
Ejemplo:
Si las medidas nominales de la hoja son de 2030 mm de
altura y 725 mm de anchura, las medidas del hueco deben ser:
Anchura= (725 + 3) ± 1 mm, es decir debe estar
comprendida entre 727 y 729 mm
Altura = (2030 + 4) ± 2 mm, es decir debe estar
comprendida entre 2032 y 2036 mm
Es decir, en el mejor de los casos tendríamos un total de
6 mm para “jugar” con la altura del hueco y de 4 mm para jugar con la anchura
del hueco.
Una vez montada la hoja no hay establecida una tolerancia
para la holgura respecto al suelo y los 6 mm podrían repartirse de diversas
formas:
a) 2 mm arriba y 4 mm abajo (lo más lógico)
b) 3 mm arriba y 3 mm abajo
c) 5 mm arriba y 1 mm abajo (muy raro pero dentro de lo
posible y dentro de norma)
etc...
Lo normal es que la holgura se reparta de forma que
siempre haya más abajo que arriba.
Hola. Somos fabricantes de tarima multicapa. No sé si tenéis algún documento redactado sobre Garantías. Tenemos verdaderos
problemas con esto. Hemos diseñado este modelo concreto pero nos
piden la garantía y nos cuentan que si tal fabricante da 25 años…. Por más que intento explicar que es una
garantía comercial… y que la válida es a legal… no hay manera ¿Tenéis algo
que hable de esto?
RESPUESTA.
AITIM nunca ha redactado documentos de este tipo sobre la
base de que se trata de una cuestión comercial más que técnica y además muy
particular de cada fabricante.
Es verdad lo que comentas de esas garantías absurdas de 25
años para un parquet multicapa que nadie se puede creer, empezando por el
consumidor que debería ser un poco más escéptico con este tipo de afirmaciones.
Se ve que debió empezar algún fabricante (hace ya muchos años) y todos le
siguieron.
Evidentemente que un parquet multicapa incluso con un uso
normal y cuidadoso no puede durar 25 años y además no está pensado para esa
duración. Originariamente surgió en los Países Nórdicos como un pavimento de
“reposición” (ni siquiera de rehabilitación) para quitar al cabo de unos años
(por ejemplo 10/12) como el que retira una moqueta. Otra cosa es que
excepcionalmente una multicapa muy bien cuidado pueda durar bastante tiempo. Si
te lees las garantías con detenimiento haría falta prácticamente “levitar”
sobre el parquet para no anular la garantía.
En España, cuando empezó a comercializarse allá
por los años 70s 80s el mercado del parquet español estaba acostumbrado a
cosas duraderas, y no se podía plantear la introducción de un nuevo producto
diciéndole a los consumidores que su duración era de 10/12 años. Además,
inicialmente el precio era incluso más caro que un parquet macizo. Por esta
razón empezó también a rehabilitarse (cuando no estaba pensado para ello)
haciéndole lijados someros y rebarnizado con barnices y lijadoras especiales.
Los argumentos de venta eran otros: mejor acabado superficial (al hacerse en
fábrica), colocación más fácil y sin adhesivos y por tanto más rápida, lamas
muy grandes y vistosas con múltiples diseños etc.
La única garantía obligatoria exigible es
la que marca el CTE.
Somos un estudio de arquitectura. Quería
consultarles sobre la idoneidad de un ensayo (de aplicación de barniz) para
determinar la clasificación de reacción a fuego de un tablero de chopo.
Necesitamos
que cumpla C s2 d0. El tablero de chopo es D s2 d0.
El
instalador nos he presentado un certificado de ensayo realizado sobre un
tablero de clasificación a fuego superior al que se va a instalar.
El
resultado es que el barniz proporciona una clasificación B s1 d0.
¿Se
puede considerar que este barniz proporcionaría a nuestro tablero D s2 d0 una
clasificación B s1 d0? ¿Es válido el ensayo?
Adjunto
fichas técnicas del tablero y del barniz.
El
ensayo está realizado por una empresa italiana. ¿Sería válido para justificar
la reacción a fuego en España? Muchas
gracias.
RESPUESTA.
En primer lugar comentarte que los tableros con reacción al
fuego mejorada que se utilicen en la construcción de acuerdo con el Reglamento
Europeo de Construcción deben llevar el marcado CE.
Para saber la euroclase de reacción al fuego es necesario
ensayar el tablero al que se ha aplicado el barniz de acuerdo con la norma
armonizada EN 13986. En el marcado CE no se puede trasladar directamente el
valor de ensayo que indica el fabricante del barniz a cualquier tipo de
soporte.
En tu correo indicas:
El
instalador nos he presentado un certificado de ensayo realizado sobre un
tablero de clasificación a fuego superior al que se va a instalar. Se supone que ese tablero tendría el marcado CE. El
certificado de ensayo que indicas creo que no tendría mucho valor a efectos del
marcado CE.
¿Se
puede considerar que este barniz proporcionaría a nuestro tablero D s2 d0 una
clasificación B s1 d0? ¿Es válido el ensayo?. En
nuestra opinión no se podría trasladar ese resultado a vuestro tablero.
Necesitaría
consultarles sobre la idoneidad de un ensayo (de aplicación de barniz) para
determinar la clasificación de reacción a fuego de un tablero de chopo.
Necesitamos
que cumpla C s2 d0. El tablero de chopo es D s2 d0.
El
instalador nos he presentado un certificado de ensayo realizado sobre un
tablero de clasificación a fuego superior al que se va a instalar.
El
resultado es que el barniz proporciona una clasificación B s1 d0.
¿Se
puede considerar que este barniz proporcionaría a nuestro tablero D s2 d0 una
clasificación B s1 d0? ¿Es válido el ensayo?
Adjunto
fichas técnicas del tablero y del barniz.
El
ensayo está realizado por una empresa italiana. ¿Sería válido para justificar
la reacción a fuego en España?
RESPUESTA:
En primer lugar comentarte que los tableros con reacción al
fuego mejorada que se utilicen en la construcción de acuerdo con el Reglamento
Europeo de Construcción deben llevar el marcado CE.
Para saber la euroclase de reacción al fuego es necesario
ensayar el tablero al que se ha aplicado el barniz de acuerdo con la norma
armonizada EN 13986. En el marcado CE no se puede trasladar directamente el
valor de ensayo que indica el fabricante del barniz a cualquier tipo de
soporte.
En tu correo indicas:
El instalador
nos he presentado un certificado de ensayo realizado sobre un tablero de
clasificación a fuego superior al que se va a instalar. Se supone que ese tablero tendría el marcado CE. El
certificado de ensayo que indicas creo que no tendría mucho valor a efectos del
marcado CE.
¿Se
puede considerar que este barniz proporcionaría a nuestro tablero D s2 d0 una
clasificación B s1 d0? ¿Es válido el ensayo?. En
nuestra opinión no se podría trasladar ese resultado a vuestro tablero.
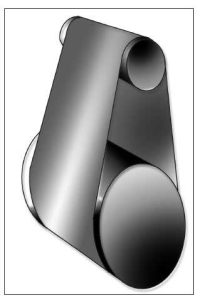
El puente carrusel fue construido por el ingeniero Antoine-Rémy Polonceau entre 1831 y 1834 comunica la Isla de Francia con el Palacio del Louvre atravesando el Sean. Su compleja estructura de hierro fundido y madera lo convirtió en una obra innovadora en el momento de su inauguración.
El perfil tubular de fundición estaba relleno de madera laminada con betún el cual pegaba las tablas y a la vez protegía la madera de la pudrición. Estas “vigas” curvas se cerraban con dos perfiles de función roblonados.
La sección utiliza el principio de secciones de medio tubo para formar el tubo del arco o “servilleteros” -como se les llamó en su momento- entre el arco y el tablero del puente, que trabajan, tanto de conectores como de amortiguadores del peso y amortiguadores de las vibraciones del puente.
Los perfiles resultantes eran por tanto más ligeros que si fueran de macizos y alcanzaron una luz inusual para la época: 131 m de luz.
Según Polonceau, el uso de este tipo de vigas para los arcos del puente ayudaba a evitar refuerzos (ahorro de metal).
Esta obra maestra de ingeniería y arquitectura excepcional estaba formada por tres arcos iguales, cada uno formado por cinco arcos compuestos de madera y hierro fundido, que soportaban una plataforma de madera.
Estos tres arcos metálicos rebajados tenían un vano de 47 metros, descansaban sobre dos pilas de cuatro metros de espesor y sobre los estribos del banco.
Se construyó en 14 meses y con un coste muy inferior a los puentes de piedra (800.000 frente a los 2,5 millones de francos de los de piedra).
Pero sobre todo se trató de una nueva concepción de las obras de arte y un nuevo método de construcción, con el tensado de los arcos, la utilización de lo que luego se llamaría madera laminada encolada en el interior de las dovelas de hierro fundido, y la instalación.
Los arcos y las "servilletas"
El principal problema de esta solución era constructivo, la dificultad de fabricar este tipo de piezas. Polonceau es consciente y encontró una solución ingeniosa con la ayuda de Emile Martin, ingeniero y director de la fundición de Fourchambaut. La solución consistente en realizar los arcos ensamblando tramos de semi-tubos tiene la ventaja de permiten una producción sencilla y de alta calidad de piezas.
Sección de las vigas curvas
Más información sobre este puente en el siguiente PROGRAMA de RTVE: