Hasta
la fecha, solo ha habido unos pocos estándares legalmente válidos,
certificaciones explícitas o bases normativas para construir según los
principios de la economía circular. A continuación, hemos recopilado una
descripción general de una selección de los métodos y reglamentos existentes y
su ámbito de acción.
Certificaciones
y estándares, recomendaciones y revisiones
Certificación Cradle to Cradle
Esta certificación global cubre materiales y productos de construcción y los
evalúa en base a cinco categorías: uso saludable y seguro de materiales,
reutilización de materiales, energía renovable, uso responsable del agua,
responsabilidad social. www.c2ccertified.org
Certificación DGNB (Consejo Alemán de
Construcción Sostenible), DE
La certificación considera el ciclo de vida completo de un proyecto con
respecto al impacto ambiental y el consumo de recursos, así como los costos de
gestión y mantenimiento. El rendimiento general de un proyecto se evalúa
en lugar de medidas individuales. www.dgnb.de
ögni, AT
Certificación de edificios y viviendas sostenibles según el certificado de calidad
europeo dgnb. www.ogni.at
Sistema de Evaluación de la Edificación
Sostenible (BNB), DE
Instrumento para la planificación y evaluación de proyectos de edificación
sostenible y pública en general. Complementa las "Directrices para la
construcción sostenible" del Ministerio Federal de Construcción como un
método de evaluación holístico para los edificios y su entorno. www.bnb-nachhaltigesbauen.de
Estándar suizo de construcción sostenible
(SNBS), CH
El SNBS cubre el edificio en sí y la ubicación en el contexto de su
entorno. Se evalúan un total de 45 indicadores de las áreas de medio
ambiente, sociedad y economía. www.nnbs.ch
Minergie-ECO, CH
Suplemento a los tres estándares de construcción de Minergie con los temas de
salud y ecología de edificios. Los criterios ECO son: larga vida útil,
baja energía incorporada, pocos contaminantes, buena ecología del edificio. www.minergie.ch
Certificación LEED v4 (Liderazgo en Energía y
Diseño Ambiental), EE. UU., CA
La certificación internacional LEED se relaciona con todas las fases del ciclo
de vida, los criterios de evaluación incluyen: tierra y suelo sostenibles,
eficiencia del agua, energía y atmósfera, materiales y recursos, interior
proceso de calidad, innovación y diseño. www.usgbc.org
Reglamento Europeo de Taxonomía
Este reglamento contiene criterios para determinar si una actividad económica
puede ser clasificada como ambientalmente sostenible en base a seis objetivos
ambientales diferentes. Con ello se pretende determinar el grado de
sostenibilidad ecológica de una inversión. www.eur-lex.europa.eu
Level(s), Comisión Europea
Una serie de indicadores básicos tienen como objetivo proporcionar información
sobre la eficiencia de los recursos de los edificios durante todo su ciclo de
vida. El marco de evaluación se centra en las emisiones de gases de efecto
invernadero a lo largo del ciclo de vida del edificio, los ciclos de vida de
los materiales eficientes en recursos, el uso eficiente de los recursos hídricos,
los espacios saludables y confortables, la adaptación y resiliencia de los
edificios al cambio climático, los costos del ciclo de vida y el valor del
edificio. www.environment.ec.europa.eu
Declaraciones ambientales de productos, EPD
(Declaraciones ambientales de productos)
Las EPD describen materiales de construcción, productos de construcción o
componentes de construcción con respecto a su impacto ambiental en función de
evaluaciones del ciclo de vida, así como sus propiedades funcionales y técnicas
relacionadas con todo el ciclo de vida del producto de construcción. www.bau-epd.at
Índice Urbano Minero, DE
Sistema para la evaluación cuantitativa del ciclo potencial de la edificación
en la planificación de nuevas edificaciones. Todos los materiales
entrantes y todos los reciclables y residuos resultantes se calculan y evalúan
de acuerdo con los niveles de calidad de su uso posterior durante todo el ciclo
de vida del edificio. www.urban-mining-index.de
Biblioteca de materiales, DE
Base de datos en línea de la Universidad de Ciencias Aplicadas de Münster para
diversos materiales de construcción con información sobre el origen, el
equilibrio ecológico, la vida útil y la reciclabilidad. www.material-bibliothek.de
normas y reglamentos
Austria
Ordenanza sobre el reciclaje de madera (rhv)
Ordenanza del Ministerio Federal de Agricultura, Silvicultura, Medio Ambiente y
Gestión del Agua sobre el reciclaje de residuos de madera en la industria de
materiales derivados de la madera. Los objetivos de este reglamento
incluyen:
1.la garantía de reciclaje de madera de desecho
adecuada en la industria de materiales a base de madera sin dañar a las
personas y al medio ambiente;
2.velar por que el uso de residuos de madera no
suponga un mayor riesgo para el medio ambiente que una materia prima primaria
comparable o un producto comparable fabricado a partir de materias primas
primarias;
3.para evitar la acumulación de contaminantes
en el ciclo del producto.
Ordenanza de Reciclaje de Materiales de
Construcción (RBV)
El objetivo de esta ordenanza es promover la economía circular y la eficiencia
de los materiales, en particular la preparación para la reutilización de
componentes y garantizar la alta calidad de los materiales de construcción
reciclados para promover el reciclaje de la construcción o residuos de
demolición en el sentido de los objetivos del Derecho de la Unión. Durante
el desmontaje, se debe asegurar que los componentes que pueden prepararse para
su reutilización se retiren y entreguen de tal manera que la reutilización
posterior no se haga más difícil o imposible. www.ris.bka.gv.at
Directriz 7 de OIB: uso sostenible de los
recursos naturales
Desde 2020 por la directriz 7 del consejo asesor de expertos (SVB RL7) en
preparación. El desarrollo de directrices no vinculantes sobre el
requisito básico 7 (uso sostenible de los recursos naturales) del Reglamento
Europeo de Productos de Construcción (BPR) está previsto para 2023. La
publicación del OIB 7 está prevista para 2027. Dado que aún no se ha
publicado ningún documento básico europeo para el requisito básico 7, el SVB
RL7 especifica los requisitos basados en el requisito básico 7 del BPR
europeo:
1.Reutilización, reciclabilidad (edificios,
partes de edificios): separabilidad/desmantelamiento,
reutilización/reciclabilidad y documentos/documentación
2.Durabilidad de la estructura: adaptabilidad,
estructura del edificio, mantenimiento y reparación de la estructura (incluidos
los componentes) y la instalación del edificio
3.Uso de materiales de construcción secundarios
y respetuosos con el medio ambiente: requisitos y verificación de materiales de
construcción/materiales de construcción/componentes, producción/uso y
transporte
ÖNORM EN 15804
Sostenibilidad de edificios - Declaraciones ambientales de productos - Reglas
básicas para la categoría de productos productos de construcción
ÖNORM EN 15978-1
Sostenibilidad de los edificios - Metodología para evaluar la calidad de los
edificios - Parte 1: Calidad ambiental
ÖNORM EN 15978
Sostenibilidad de los edificios - Evaluación de la calidad ambiental de los
edificios - Método de cálculo
Ley de Gestión de Residuos (AWG)
En la enmienda AWG de 2010, se implementaron las especificaciones de la
Directiva Marco Europea de Residuos (ARRL), que establece una jerarquía de
residuos de cinco niveles (evitación, preparación para la reutilización,
reciclaje, otros usos, eliminación) en lugar de la anterior jerarquía de
residuos de tres niveles. www.ris.bka.gv.at
Ordenanza de prueba de residuos
La ordenanza regula el contenido y la forma de los registros de residuos con el
fin de garantizar la trazabilidad de la recogida, el almacenamiento, el
transporte y el tratamiento respetuosos con el medio ambiente de los residuos. www.ris.bka.gv.at
Alemania
Ordenanza sobre residuos de madera
Ordenanza sobre requisitos para el aprovechamiento material y energético y la
eliminación de residuos de madera. www.gesetze-im-internet.de
Ley de Economía Circular
Ley para promover la economía circular y garantizar la gestión respetuosa con
el medio ambiente de los residuos. www.gesetze-im-internet.de
Edificio tipo E
La iniciativa de la Cámara de Arquitectos de Baviera para complementar el tipo
de edificio E (E para simple o experimental) en el código de construcción de
Baviera prevé una reducción de los objetivos de protección a la estabilidad,
protección contra incendios, condiciones de vida saludables y protección del
medio ambiente. www.byak.de
Directriz para la construcción sostenible
La directriz del Ministerio Federal Alemán de Construcción explica los
principios y métodos generales para la planificación, construcción, uso y
operación sostenibles y sirve como ayuda de trabajo para considerar los
aspectos de sostenibilidad durante todo el ciclo de vida de los edificios y
propiedades. www.nachhaltigesbauen.de
Suiza
Ordenanza de Residuos, Ordenanza VVEA
sobre la Prevención y Eliminación de Residuos. Los residuos se reciclarán
material o energéticamente si el reciclaje tiene un impacto en el medio
ambiente menor que: a. otra disposición; y B. la fabricación de
nuevos productos o la adquisición de otros combustibles. www.fedlex.admin.ch
Ordenanza sobre productos de construcción
(BauPV)/Ley federal sobre productos de construcción (BauPG)
La BauPV y la BauPG regulan la comercialización de productos de construcción
con respecto al acceso al mercado suizo y al mercado interior europeo. La
legislación de productos de construcción, por el contrario, no regula la
aplicación, es decir, la instalación de estos productos en edificios. www.fedlex.admin.ch
UE
Reglamento Europeo de Productos de
Construcción, Requisito Básico 7 - Uso sostenible de los recursos naturales
El reglamento especifica los requisitos para la planificación, construcción y
demolición de edificios:
1.La estructura, sus materiales de construcción
y sus partes deben poder reutilizarse o reciclarse después de la demolición;
2.la estructura debe ser permanente;
3.Para la construcción se deben utilizar
materias primas y materiales de construcción secundarios respetuosos con el
medio ambiente.
Sobre la base del requisito básico 7,
actualmente se están elaborando especificaciones técnicas armonizadas para
productos de construcción (hEN, ETB) (que se completarán en 2023). www.eur-lex.europa.eu
Directiva Marco de Residuos (ARRL)
La ARRL establece el marco legal para tratar los residuos en los estados
miembros de la UE y tiene como objetivo reducir el uso de recursos. www.eur-lex.europa.eu
Debido a la situación de los recursos en combinación con la disponibilidad de energía renovable y la crisis de la biodiversidad, la Comisión Europea está impulsando la economía circular en el sector de la construcción. Esto representa un factor esencial para la protección del clima y requiere una evaluación ecológica adecuada que también apoye los esfuerzos correspondientes. En el balance ecológico, también conocido como balance ambiental, análisis del ciclo de vida o evaluación del ciclo de vida, de los productos de madera y su reutilización, los parámetros específicos del material actualmente no se consideran o solo se consideran de manera insuficiente.
Las ventajas ecológicas de la construcción con madera y el uso en cascada a largo plazo de la madera son generalmente conocidos. Sin embargo, no solo se pueden encontrar en el almacenamiento temporal de CO2 y el bajo consumo de energía en la producción, que en su mayoría se cubre con fuentes de energía renovables, sino también en el desmantelamiento fundamentalmente posible de construcciones de madera y la reutilización potencial resultante de productos de madera o enteros. componentes.
Contradicciones en el método actual de evaluación del ciclo de vida
En el curso de la evaluación del ciclo de vida, es decir, el procedimiento estandarizado para determinar la sostenibilidad de los productos de madera, su contenido de carbono juega un papel decisivo. De acuerdo con el método de evaluación del ciclo de vida para productos de construcción actualmente especificado en la norma EN 15804, el carbono absorbido durante el crecimiento de los árboles debe tenerse en cuenta como un potencial de calentamiento global (GWP) negativo en la materia prima. Sin embargo, este carbono debe ser cancelado al final de la vida. Esto parece comprensible cuando se utiliza madera como combustible, porque la eliminación de CO2 de la atmósfera dura poco tiempo y la combustión rápida libera de nuevo el CO2. Sin embargo, esto debe juzgarse de manera diferente en el caso de productos de madera (construcción) de larga duración, que a menudo sobreviven toda la vida útil del edificio, por ejemplo, como estructura de soporte.
De acuerdo con el principal método de reciclaje actual para la madera de construcción, el reciclaje térmico se contabiliza al final de la vida útil de los productos de madera. En el ciclo de vida del producto, esto da lugar a las mencionadas emisiones de CO2 de los productos de madera en la fase C (fin de vida), pero también a créditos en la fase D (créditos y cargas fuera del ciclo de vida). A nivel de producto, esta fase debe presentarse por separado, a nivel de edificio (hasta ahora) no. Estos créditos resultan del uso como combustible sustituto (en lugar de una hipotética quema de gas) y las emisiones evitadas resultantes. Esto da como resultado créditos considerables (emisiones negativas), como se puede ver en el ejemplo del potencial de calentamiento global de la madera estructural sólida.
Si se utiliza madera como material, de acuerdo con la Önorm EN 15804, el CO2 aún debe contabilizarse (como una emisión), pero se incluye en el producto posterior como una emisión negativa. Si bien esto es desventajoso para el primer producto, es ventajoso para el producto posterior, que así se ve recompensado por su uso de madera en general y en el presente caso de madera de desecho, que puede actuar como incentivo. Metodológicamente, el uso de madera de desecho (el llamado material secundario) reemplaza la madera primaria, y dado que el esfuerzo y las emisiones asociadas para el material secundario son menores, también hay un crédito en la fase D en este caso. de madera de construcción sólida, pero este método conduce a un resultado cuantitativamente desventajoso para el reciclaje, porque los créditos para el reciclaje térmico son significativamente más altos. Esto contradice el consenso sociopolítico básico de la conservación de los recursos y se basa, como todo nuestro sistema económico actual, en la lógica de ÖNORM EN 15804, que es fundamentalmente lineal.
Se requieren nuevas incorporaciones
El hecho de que la posibilidad de uso en cascada amplíe la duración del almacenamiento de CO2 hace que sea aún más importante tenerlo en cuenta en el balance. Hasta ahora, tales enfoques han sido descartados en los comités de normalización correspondientes, en parte debido a la complejidad asociada con el enfoque dinámico necesario. Un enfoque del IBO - Instituto Austriaco para la Construcción y la Ecología para resolver el problema es seguir desarrollando los métodos existentes e incluir tantos parámetros relevantes como sea posible: el balance de CO2 en diferentes tipos de bosques, la consideración de la reutilización y el reciclaje, las tasas de degradación de gases de efecto invernadero en la atmósfera, etc. Deben aplicarse a una amplia variedad de escenarios, sintetizar un procedimiento simplificado de estandarización basado en los resultados. El resultado ya podría desembocar en la revisión actual de la norma EN 16485 ("Wood PCR") y también concienciar a nivel europeo, en el grupo de trabajo responsable del comité de normas CEN TC 350, de un modelo que refleja con mayor precisión la realidad.
normas
ÖNORM EN 15804 Sostenibilidad de edificios - Declaraciones ambientales de productos - Reglas básicas para la categoría de productos productos de construcción
ÖNORM EN 15978 Sostenibilidad de los edificios - Evaluación de la calidad ambiental de los edificios - Método de cálculo
ÖNORM EN 15804 y ÖNORM EN 15978 proporcionan las reglas básicas específicas para crear evaluaciones del ciclo de vida para productos de construcción y edificios. El primero fue desarrollado para evaluar las propiedades ambientales de los productos de construcción, el segundo para evaluar la calidad ambiental de los edificios.
ÖNORM EN 16485 Troncos y madera aserrada - Declaraciones ambientales de productos - Reglas de categoría de productos para madera y materiales a base de madera en la construcción
Este llamado "PCR de madera" proporciona reglas generales de categoría de producto (PCR) para el desarrollo de una declaración ambiental de producto (Declaraciones Ambientales de Producto - EPD) para productos de construcción hechos de madera y materiales a base de madera. Debe utilizarse como suplemento en relación con la norma EN 15804.
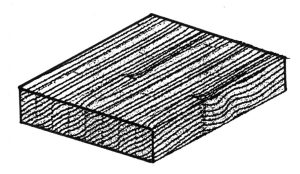
La madera es un material orgánico extremadamente variable no solo entre diferentes especies, sino también dentro de una misma especie y su comportamiento, después del lijado, puede ser muy diferente…
La madera es un material orgánico extremadamente variable no solo entre diferentes especies, sino también dentro de una misma especie. Su comportamiento, tras determinados esfuerzos o procesos, como el lijado, puede ser muy diferente y en algunos casos perjudicial para el fin al que se destina. El conocimiento elemental de su estructura, sus componentes y sus derivados semiacabados puede ser de gran utilidad para prevenir y comprender ciertos comportamientos durante su uso, ya sean defectos de estabilidad dimensional, trabajabilidad de la madera o respuesta al lijado y pintado.
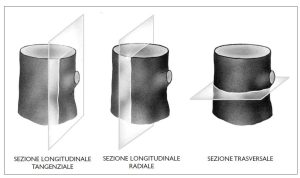
MADERA Y LIJADO: ANATOMÍA Y FISIOLOGÍA
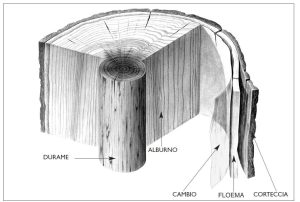
La madera, cuando es materia prima utilizada en procesos industriales y artesanales, proviene esencialmente del aserrado de los troncos de los árboles; las partes relativas a las ramas sirven principalmente como material de combustión, mientras que las raíces no encuentran un uso apreciable. Para acceder al estudio y comprensión de la estructura de la madera, tanto desde el punto de vista macroscópico como microscópico, conviene distinguir las tres secciones principales en las que se puede dividir un tronco, tomando como referencia el eje de crecimiento (ver figura 1.01). y 1.02): • la sección transversal, obtenida mediante un corte perpendicular al eje del tronco • la sección longitudinal radial, obtenida mediante un corte longitudinal que pasa por el centro del tronco • la sección longitudinal tangencial, que deriva de un corte longitudinal tangencial a un anillo de crecimiento, que no atraviesa el bulbo raquídeo. Examinando un tallo en las tres secciones, se puede observar principalmente de afuera hacia adentro (ver figura 1.03): • la corteza, que cumple una función protectora de los tejidos internos • el libro o floema, por donde pasa la savia elaborada por descienden las hojas • el cambium, cuya función es generar libro hacia el exterior y madera hacia el interior • la madera o xilema propiamente dicho, compuesto por una serie de anillos de crecimiento superpuestos, formados gracias a la actividad del cambium que, se trata de plantas de climas templados, son el resultado de la actividad anual de la planta. Mientras que en las coníferas la madera de primavera es más clara que la madera tardía, en las frondosas las diferencias cromáticas son menos evidentes; en algunas especies, sin embargo, la distribución de la porosidad puede ser mayor en la madera de primavera, que se distingue así de la madera de otoño, que es más compacta y menos porosa. En un fuste, la porción más antigua de la madera es la que se coloca en el interior y toma el nombre de duramen, un tejido que ya no es vital y solo cumple la función de soporte. La parte periférica, en cambio, toma el nombre de albura y en ella tienen lugar las importantes funciones de transporte de la savia "en bruto" y almacenamiento de sustancias de reserva.
Figura 1.01 – Las tres principales secciones de subdivisión del troncoFigura 1.02 – Las tres principales secciones de subdivisión del troncoFigura 1.03 – Subdivisión del fuste en función de los elementos estructurales
La estructura microscópica de la madera y la influencia en el lijado
En la zona interna del fuste, la formada por el duramen, las células solo cumplen una función de soporte; en su interior se han producido transformaciones que han conducido a la desaparición de azúcares, almidones y sustancias amiláceas, mientras que a menudo se encuentran fenoles, polifenoles, taninos y otras sustancias. Estos compuestos químicos confieren al duramen su color característico, más oscuro que el de la albura, y son capaces de ejercer una eficaz acción protectora frente a los agentes biológicos de degradación de la madera: insectos y hongos. La mayor lignificación de las células que componen el duramen también hace que esta parte del tallo sea más estable y más valiosa para el procesamiento. El elemento fundamental de la célula leñosa es la pared celular, constituida esencialmente por celulosa y lignina, así como hemicelulosas y extractivos. La celulosa, en forma de microfibrillas filiformes, confiere a la pared celular una gran resistencia a la tracción longitudinal, mientras que la lignina, presente en moléculas esféricas, confiere dureza y resistencia a la compresión a la pared celular.
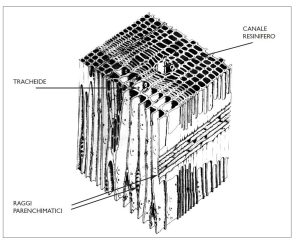
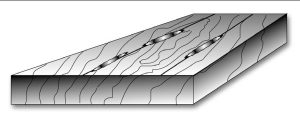
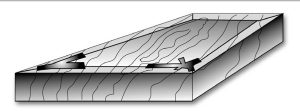
La madera de coníferas se define como "omoxilo", ya que las funciones de conducción y sostén las realiza el mismo tipo de célula: las traqueidas. Las celdas que componen la madera temprana se caracterizan por tener paredes delgadas y un lumen celular grande, debiendo asegurar un abundante paso de savia cruda, mientras que las que forman la madera tardía tienen paredes gruesas y un lumen estrecho. Una consecuencia directa de estas características citológicas es la marcada diferenciación en la sucesión de los anillos de crecimiento. Los rayos parenquimatosos de la madera de coníferas consisten principalmente en una sola fila de células superpuestas y, por lo tanto, se definen como "uniseriadas". En la madera de las gimnospermas es común encontrar canales de resina, que tienen un patrón tanto axial como radial (ver figura 1.04).
Figura 1.04 – Representación tridimensional de madera de coníferas
La madera de los árboles de hoja caduca o frondosas (Angiospermas)
La madera de las angiospermas se define como "heteroxilo", ya que existen células especializadas en la función de transporte y células especializadas en la función de sostén, así como células parenquimatosas y células secretoras. Los vasos son las células especializadas en la función de transporte y tienen un lumen celular generalmente grande; su distribución dentro del anillo anual es variable. En algunas especies (Roble, Olmo, Fresno, Castaño) los jarrones están todos recogidos en la zona de la madera temprana, que por tanto tiene un aspecto poroso que también es visible a simple vista (madera formando un anillo poroso); en otros (Ciliegio, Susino) los jarrones están presentes en todo el ancho del anillo, aunque más concentrados en la madera de manantial; finalmente en otros (nogal, plátano, haya, Las fibras, que cumplen la función de soporte mecánico, representan generalmente la mayor parte de la madera. Las células del parénquima pueden formar tanto radios uniseriados (compuestos por una sucesión de células individuales superpuestas) como radios pluriseriados (prácticamente compuestos por muchas filas de células una al lado de la otra). Estos últimos son a menudo visibles a simple vista y forman los llamados "espejos".
Desde un punto de vista tecnológico, en la madera siempre están presentes anomalías e irregularidades que, dependiendo del uso al que se destine, pueden implicar dificultades en el procesamiento y pulido, así como un motivo de menor valor en el producto terminado. Los tipos de defectos que se encuentran en la madera pueden ser de diversa naturaleza y origen. De hecho, es posible encontrar anomalías debidas a la forma del tallo o a condiciones particulares de crecimiento, como en el caso de tallos bifurcados en los que está presente la doble médula, o de tallos de sección irregular, debido a la médula excéntrica, con la consiguiente ovalización de la sección, o por contrafuertes o pliegues. Otro tipo de anomalías a las que suelen estar sujetos los árboles son las lesiones, que pueden tener: • origen traumático, es decir, ser causado por colisiones de vehículos, por la caída de árboles cercanos, así como por la acción del viento o la carga de nieve • origen climático, si se debe a rayos o heladas • origen biológico, cuando hay hongos o ataques de insectos.
En el caso de condiciones irregulares de crecimiento del árbol, en las que la madera está sometida a esfuerzos particulares, se produce la formación de la denominada "madera de reacción", caracterizada por un comportamiento físico-mecánico, trabajabilidad y posibilidad de utilización en menores en general que la madera normal. Otro defecto de la madera, que no se puede pasar por alto y que tiene especial importancia en el campo del barnizado y lijado, lo dan los nudos. El nudo es aquella parte de la rama que queda incluida dentro del tallo. Dado que la copa es una parte esencial de un árbol, inevitablemente siempre encontraremos nudos en la madera, lo que tecnológicamente implica una serie de inconvenientes. En primer lugar, mientras que el desarrollo del tallo es vertical, el nudo se orienta según varias inclinaciones cercanas al curso horizontal, con la consiguiente desviación de la fibra del tallo en la zona adyacente al propio nudo; además, al estar el nudo formado por madera más densa que la del fuste y al estar formada gran parte de su sección por madera de reacción, se producirán comportamientos irregulares durante la elaboración, así como dificultades en el lijado tanto en las zonas próximas al el nudo, tanto en su superficie. Esta serie de inconvenientes se agrava aún más si el nudo deriva de una rama que, por poda o causas naturales, ha perdido sus funciones vitales. En este caso, el talón residual de la rama, que a menudo conserva la corteza, es cubierto lentamente por los nuevos tejidos leñosos producidos en las temporadas siguientes, constituyendo sin embargo un cuerpo extraño en el interior de la madera y formando el llamado "nudo muerto".
PARTE II
Continuamos la descripción de las características de la madera: los componentes secundarios pueden crear inconvenientes en el lijado de la madera, por lo que es necesario conocerlos para realizar correctamente las operaciones de acabado.
CONSTITUYENTES SECUNDARIOS DE LA MADERA
Si consideramos la madera desde el punto de vista de su composición química, observamos que está compuesta por un complejo de productos químicos de alto peso molecular y elementos minerales. Sus principales constituyentes, que encontramos en las paredes celulares, son la celulosa y la lignina, así como las hemicelulosas y las sustancias pécticas. Entre los constituyentes secundarios mencionamos, especialmente en relación a los inconvenientes que pueden presentarse al lijar la madera, los taninos y las resinas.
Taninos Pertenecen al grupo de los compuestos fenólicos y se incluyen comúnmente en la composición de todas las plantas; de hecho, pueden estar contenidos en la madera, pero también en las hojas, la corteza, las raíces y los frutos. Son sustancias solubles en agua, alcohol y acetona y tienen el aspecto de sustancias amorfas, de color amarillento, rojizo. Gran parte de su importancia se deriva de su uso industrial en el curtido de cueros; de hecho, su capacidad para combinarse con las sustancias proteicas de las pieles animales se aprovecha para obtener cuero. Al lijar maderas donde su contenido es particularmente alto, pueden presentarse defectos debido a la aparición de colores particulares en la superficie, principalmente debido al calentamiento de la superficie debido a una fricción excesiva con el abrasivo.
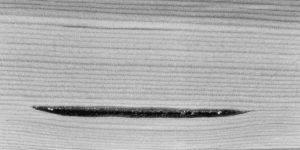
Resinas Son productos de secreción de algunas plantas (coníferas, sombrillas, euforbiáceas) de diversa composición química, que tienen una consistencia líquida densa a vítrea, con un color que varía del blanco al amarillo oscuro y son insolubles en agua. Su composición química generalmente compleja se basa en cuatro constituyentes principales: aceites esenciales, elementos ácidos, elementos alcohólicos, hidrocarburos. Estructuras tubulares particulares llamadas "canales resineros" son responsables de la formación de la resina, que tienen paredes revestidas de células secretoras: la emiten en respuesta a estímulos particulares, en su mayoría de origen traumático, cubriendo las heridas causadas por agentes externos, o formando sacos en caso de lesiones internas (ver figura 1). Alrededor del nudo de las coníferas, la resina se libera con frecuencia después del procesamiento, lo que a menudo causa molestias considerables durante la fase de lijado de la madera.
Fig. 1 – Bolsas de resina
PANELES A BASE DE MADERA Y PRODUCTOS SEMIELABORADOS
Fig. 2 – Resumen esquemático de la producción de tableros a base de madera y su uso
El límite del tamaño y forma de los troncos, la presencia de defectos naturales, las disminuciones dimensionales debidas a los movimientos naturales de la madera y los múltiples procesos necesarios para obtener un elemento de madera maciza de tamaño considerable (por ejemplo corte, escuadrado, fresado , encolado y prensado), son las causas que muchas veces hacen más difícil y más largo la elaboración de objetos y artefactos con madera natural y más fácil el uso de tableros a base de madera. Además, en los tableros a base de madera se aprovechan pequeñas partes del árbol (ramas, raíces y tocones), recortes y residuos de elaboración (partes de madera pelada, troceada y aserrada (ver figura 2). Para evitar los inconvenientes de la madera natural, se ha evolucionado hacia la producción de paneles a base de madera que presentan varias ventajas: – bajo desperdicio de procesamiento, con una mayor racionalización del ciclo de producción y ahorros considerables en los costos de producción; – elementos uniformes, compactos, con superficies planas o curvas y sin defectos; – paneles de largo, ancho y espesor según uso; – considerable variedad de tipos; – buena estabilidad y discreta resistencia mecánica; – resistencia a los agentes atmosféricos; – paneles producidos en serie con propiedades técnicas iguales y constantes; – facilidad de acoplarlos con otros materiales de distinta naturaleza. En las últimas décadas, la industria ha desarrollado muchos tipos de paneles y, por ello, se puede decir que existe un panel específico para cada uso diferente: enumeramos los más comunes.
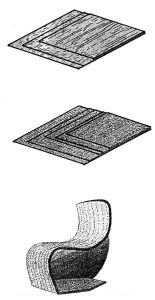
Tableros y chapas Para su fabricación se utilizan maderas de álamo y coníferas como pino, abeto y alerce. La madera se reduce a tablillas, tiras o láminas, para fabricar tanto tableros comunes, destinados a la decoración, como paneles especiales destinados a la construcción. Según la composición, existen dos tipos: – Tableros monocapa, con un espesor entre 14 y 60 mm, que se fabrican pegando las tabletas o tiras con un ancho mínimo de 18 mm y de diferentes longitudes, unidas con el dedo técnica conjunta (ver figura 3); – Tableros multicapa, con un espesor entre 12 y 60 mm, con estructura de 3, 4 o 5 capas y con las superficies exteriores de contrachapado dispuestas con la veta que cruza los elementos del inserto. El encolado depende del uso previsto: ureico para uso interno, melamínico para uso externo a plazo fijo o fenólico para uso externo continuo (ver figura 4).
Fig. 3 – Panel de una sola capaFig. 4 – Panel multicapa
Contrachapados y multicapa El contrachapado se obtiene a partir de chapas de madera obtenidas por desenrollo, encoladas con adhesivos sintéticos y dispuestas con las fibras cruzadas, con el fin de equilibrar y homogeneizar el comportamiento del tablero, tanto durante la elaboración como durante el uso. Con la ayuda de mezclas especialmente formuladas de adhesivos sintéticos, se crea una gama muy amplia y diversificada de tableros para las industrias del mueble, ventanas, puertas, construcción, transporte, náutica, etc. Los primeros paneles consistían en chapas de álamo y abedul utilizadas para fabricar piezas de aviones; Actualmente, los paneles se fabrican utilizando cualquier especie de madera fácilmente explorable. En comparación con otros tipos de paneles a base de madera, el contrachapado y la madera contrachapada garantizan un rendimiento técnico superior y una buena estabilidad dimensional; los tornillos sujetan más gracias a la forma de la chapa, caracterizada por largos tejidos amaderados, que envuelven fácilmente la rosca del tornillo, formando un solo cuerpo con todo el panel. Gracias a la flexibilidad de la madera y al fino espesor de las chapas (de 0,6 a 3 mm), se crean tableros contrachapados curvados y/o perfilados que son especialmente apreciados por la industria del mueble, ya que permiten crear elementos con un diseño esbelto y línea sinuosa, pero también muy resistente a los cambios de humedad y microorganismos (contrachapado marino). Hay muchos tipos de madera contrachapada en el mercado; gracias a la facilidad de tratar las superficies (o todas juntas) con sustancias y productos que garantizan la resistencia al desgaste, al envejecimiento, a la humedad, a los insectos y al moho, se puede decir que el contrachapado ha alcanzado características técnicas y tecnologías no inferiores a otros materiales.
Figs. 5 – 6 Tableros contrachapados
Tableros de partículas (aglomerados) La idea de reducir la madera en pequeñas partículas se realizó en las primeras décadas del siglo XX y fue una innovación que contribuyó en gran medida a revolucionar el sector de los paneles de madera. Gracias a las mezclas adhesivas particulares utilizadas y al uso de desechos de procesamiento, plantas de pequeño diámetro y arbustos con un ciclo de crecimiento corto, los tableros de partículas (también llamados aglomerados) se utilizan en muchas actividades productivas. Los aglomerados se fabrican tanto con sistemas de prensado plano, como con el proceso de calandrado, o por extrusión, y esta variabilidad ha permitido la producción de tableros de diferentes composiciones, con prestaciones técnicas en función del uso al que se destine, que podemos resumir en:
–homogéneos , con una sola capa de partículas de granulometría uniforme y homogéneamente distribuidas en espesor, obtenidas con el proceso de calandrado; – de granulometría progresiva, que se producen por prensado plano y están constituidos por partículas del mismo tipo; las capas exteriores están compuestas por partículas pequeñas, mientras que la capa central por partículas más gruesas; – estratificados, que se fabrican mediante prensado plano y están formados por tres o más capas de partículas que, para cada capa, tienen una granulometría diferente; – de ennoblecimiento, que se producen por prensado plano y tienen superficies compuestas por partículas muy finas y distribuidas uniformemente, para garantizar un excelente agarre para materiales de revestimiento de espesor delgado, como papeles de melamina, láminas de PVC y laminados plásticos delgados; – tableros extruidos y/o canalizados, que se fabrican con prensas y matrices horizontales. Con la misma técnica se producen tanto paneles macizos como aligerados con canales internos. El uso principal es en la producción de hojas de puertas y elementos para pisos elevados. Además de los paneles analizados, se fabrican los resistentes a la humedad (water repellent), los resistentes al moho, los de bajo contenido en formaldehído (paneles E1), así como los ignífugos (que retrasan la acción del fuego). Con los aglomerados, el mecanizado mecánico se realiza fácilmente y, para obtener los mejores resultados, es recomendable aplicar las indicaciones proporcionadas por los fabricantes de las herramientas, ya que, a diferencia de otro tipo de paneles, la mayor cantidad de adhesivo podría generar anomalías en el acabado. La facilidad de recubrimiento es una cualidad que poseen todos los tableros de partículas y por ello las superficies se recubren fácilmente con todo tipo de materiales y con cualquier técnica de aplicación.
Tableros de fibras El desfibrado de la madera es una técnica muy antigua, que se utilizaba para producir papel y paneles para colocar en los techos de los edificios. Para la producción de los tableros se utilizan preferentemente troncos, recortes y desechos de especies de madera ligera, porque la fragmentación en fibras es más fácil y ventajosa. El proceso de producción prevé que las fibras se dispersen en agua, para luego ser pegadas y prensadas en caliente. La unidad elemental utilizada es la fibra de madera que, en función de las sustancias sintéticas añadidas y de los tratamientos sufridos, permite obtener tableros con diferentes características técnicas, predeterminando su uso final. Dada la considerable masa de fibras de madera, el espesor de los tableros de fibra no supera los 10 mm. Según la densidad (peso), se dividen en dos tipos: – tableros de baja densidad, que tienen una densidad de 200-400 kg/m3 y se utilizan para el acabado de paredes y cuando se requiere un buen aislamiento térmico y acústico; – tableros de media y alta densidad con una densidad de 400 a 1.450 kg/m3, que se utilizan para producir muebles, paredes ligeras, puertas, piezas internas de carrocería de vehículos, techos (paneles delgados – 1 mm, 5-2 – también se utilizan para las superficies de los paneles alveolares).
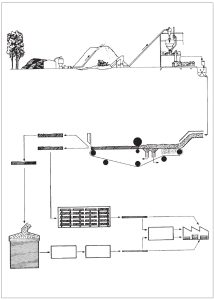
Tableros de fibra de densidad media ( MDF ) Son conocidos por las siglas MDF (tableros de fibra de densidad media) y se producen con fibras de maderas duras y coníferas. El proceso de producción es en seco, porque las fibras, antes de ser pegadas, distribuidas y prensadas, se secan (ver figura 7). En los últimos años han tenido un desarrollo excepcional gracias a las cualidades de: – uniformidad de las fibras en todo el espesor; – cohesión compacta y homogénea de las fibras, lo que ha simplificado la ejecución de cualquier tipo de tratamiento mecánico, de superficies y cantos; – lisura de las superficies, lo que facilitó el acabado, ya que no es necesario aplicar otros materiales. Los paneles de MDF pueden ser hidrófugos o ignífugos y, gracias a sus notables cualidades de compacidad, homogeneidad, elasticidad y ductilidad, se utilizan para fabricar partes y componentes de muebles y complementos, elementos de marcos de ventanas, listones para suelos, juguetes. y objetos para diversos usos.
Fig. 7 – Proceso de producción de tableros de fibra de densidad media (MDF)
Tableros compuestos compuestos En este grupo se incluyen los tableros cuya estructura se obtiene ensamblando distintos tipos de paneles con materiales diferentes. El objetivo de la fabricación es la creación de productos en los que la estructura y los materiales se eligen de acuerdo con el uso previsto, para aumentar las cualidades de estabilidad, durabilidad y apariencia agradable. Los tipos más comunes destinados a las industrias del mueble y la construcción se enumeran a continuación.
Tableros alistonados Es el ejemplo más antiguo de panel composite. El núcleo central, de espesor superior a 9 mm, está formado por tableros, listones, laminillas o tacos ligeros de madera colocados uno al lado del otro o encolados entre sí y con superficies de cualquier tipo de tableros a base de madera. La gama en el mercado es muy diversificada y los tipos más comunes se mencionan a continuación: – tableros con núcleo de tableros de coníferas dispuestos perpendicularmente a las superficies, para compensar esfuerzos y deformaciones (utilizados principalmente en la construcción, como elementos para hacer encofrados para hormigón armado fundición); – tableros con núcleo de listones o listones de madera clara, con elementos de la misma sección dispuestos en dirección perpendicular a la veta de las superficies (son ligeros, con buena retención de tornillos y también se utilizan para fabricar muebles y puertas y ventanas) ; –tableros con núcleo de bloques de madera blanda, de sección constante y colocados con las secciones transversales (cabezas) pegadas a las superficies (se doblan sin aporte de calor y tienen buena resistencia a la compresión según el material utilizado para las superficies; se utilizan para vehículos interiores – camas de camiones, contenedores y mobiliario de caravanas – elementos marinos, aeronáuticos y de embalaje
Paneles alveolares Son el primer ejemplo de paneles a base de madera fabricados según la necesidad final, ya que el marco perimetral, el inserto central y los paramentos se realizan según las propiedades establecidas. Son ligeros, estables, y entre los usos más comunes recordamos la fabricación de paneles para contraventanas y puertas, tapas y puertas de muebles voluminosos; si el inserto está hecho de materiales aislantes (por ejemplo, poliestireno expandido), se utilizan para paredes fonoabsorbentes y/o aislantes del calor.
Paneles perfilados y curvos Para su elaboración se utiliza madera cortada o desenrollada y en ocasiones listones, tiras o fibras, procesadas con técnicas de fabricación tradicionales o innovadoras (alta frecuencia), que permiten reproducir elementos curvos, perfilados y acabados en el dimensiones deseadas. El radio de curvatura obtenible puede ser estrecho y la facilidad de inserción y mezcla de tejidos, fieltros y fibras artificiales (por ejemplo fibra de vidrio) facilita la plastificación de la madera, garantizando mayor resistencia técnica y formas más estilizadas.
Madera multilaminar Se conoce con los términos comerciales “recompuesto” o “precompuesto”. Está hecho para tener disponible material de madera libre de defectos naturales. Tras el corte de especies de madera de densidad media, la pintura, la composición del bloque y los posteriores procesos de aserrado o corte, se producen elementos con diseños, colores y formas ilimitados. Los tipos de elementos creados son muchos y se pueden esquematizar de la siguiente manera: – tablero multilaminar, que se obtiene aserrando el bloque (el espesor es de 100 mm y las superficies están formadas por láminas orientadas según el aspecto, en las cabezas el espesor se observa de elementos individuales teñidos o naturales); – multilaminar aserrado, que se obtiene por aserrado (el espesor es de 5 mm y las superficies tienen el espesor de los laminados, en los lados los laminados están orientados según el aspecto estético deseado); – chapa multilaminar, que es el producto semiacabado más común (el espesor varía de 0,2 a 5 mm, mientras que la longitud y el ancho dependen del bloque del que se obtienen); – cantos y perfiles multilaminares, que se fabrican trabajando las chapas y se comercializan en rollos o varillas. Todos los tipos son pintables y para evitar defectos de cambio de color y amarilleo, se recomienda utilizar pinturas antiamarilleo incoloras, adicionadas con absorbentes UV.
Tableros revestidos en cara y contracara La diferencia entre cara y contracara es que el primero tiene una única superficie revestida con cualquier material a base de madera (madera en rodajas, brezo, chapa o multilaminar), mientras que el segundo está revestido por ambas caras. Los paneles se producen para dar al soporte (a menudo un tablero de partículas) superficies estéticamente agradables y están destinados a la producción de componentes de muebles y revestimientos de paredes y falsos techos.
Paneles ennoblecidos Son paneles cuyas superficies están recubiertas de materiales finos distintos de la madera. Las razones de la fabricación son la difícil disponibilidad de maderas preciosas, la necesidad de tener superficies con diseños y colores variados, a bajo costo. La gama de materiales de revestimiento aplicados al soporte (generalmente un tablero de partículas) es ilimitada y de origen sintético: laminados plásticos, papeles turapori, papeles decorativos a base de resinas melamínicas, láminas de PVC, ABS o poliestireno. Son paneles económicos y tienen propiedades moderadas de resistencia a sustancias y líquidos, dureza y facilidad de limpieza. Los materiales con revestimiento de melamina se utilizan ampliamente para fabricar componentes de muebles económicos (estantes, lados internos, fondos de cajones, respaldos) y para cubrir techos y paredes.
PANELES Y PRODUCTOS SEMIELABORADOS ESPECIALES
Hay muchas empresas que, además de los tipos tradicionales de paneles de madera, producen productos semiacabados especiales. Se han desarrollado paneles y productos semiacabados que presentan formatos, características técnicas, acabados y propiedades específicos según su uso. Los productos no se pueden dividir según el material o la estructura, porque son compuestos, por lo que la madera, en forma de chapa, chapa, partícula o fibra, es unas veces el material resistente y otras veces es el elemento que determina la Cualidades de elasticidad y flexibilidad.
Tableros revestidos Para los revestidos con materiales plásticos se utilizan hojas de resina de poliéster; tienen superficies brillantes, alta dureza, buena resistencia al agua, a la intemperie ya los productos químicos. Para los paneles revestidos con tejidos se utilizan tejidos naturales y sintéticos, con pieles sintéticas o reproducciones fotográficas: están destinados a elementos de escaso valor. Los paneles preacabados para pintar tienen superficies recubiertas con papeles porosos precondensados específicos, para facilitar el ciclo de pintura-acabado. Los paneles de lacado se realizan recubriendo el soporte con papeles de 80 a 120 g/m2 de gramaje, impregnados con resinas que permiten realizar ciclos de barnizado tradicional y UV Para los paneles revestidos con polímeros se utilizan láminas a base de polímeros acrílicos o de estireno, o con productos a base de vinilo y eva (etil-vinil-acetato) con los que se fabrican los paneles preacabados o acabados. En los paneles revestidos de metales, dependiendo del material utilizado (láminas de aluminio anodizado o acero inoxidable con varios tipos de resinas reticuladas y hojas de fibra de carbono), las propiedades del panel cambian según las necesidades.
Tableros tratados Se utilizan para decoración y construcción. El tratamiento, además de proteger al tablero del ataque de insectos y microorganismos, sirve para proteger las fibras de madera del agua, la humedad o el fuego. Los tratamientos se pueden realizar sobre todo tipo de paneles, tanto en la superficie como en el conjunto de la estructura. En el primer caso se utilizan acabados filmógenos (resinas líquidas y fenólicas, melamínicas y alquitranadas) y no filmógenos (resinas epoxi, acrílicas, PVC y polietileno), mientras que para el tratamiento de la estructura se utilizan las mismas sustancias. utilizados, con la adición de excipientes, rellenos y sales minerales.
Tableros mineralizados Están hechos para componentes estructurales. La madera, en forma de partículas de fibra o filamentos, se ensambla con cemento "Portland" o magnesita cáustica, obteniendo un panel liviano, pero con altas propiedades de aislamiento térmico y acústico, buena reacción al fuego, facilidad de enlucido, pintura y acabado sobre sitio. Los paneles mineralizados se utilizan para realizar falsos techos, mamparas antirruido, revestimientos interiores, paredes equipadas y encimeras de muebles que deben garantizar una baja reacción al fuego.
Paneles sándwich La composición es muy sencilla y racional: dos superficies (normalmente de madera contrachapada o tableros de partículas) y un inserto rígido aislante térmico en la base (por ejemplo poliestireno o polietileno), acoplado a las superficies con adhesivo de poliuretano. La composición simple y la fácil instalación directamente en el sitio ha permitido la producción de productos diversificados, porque la simple sustitución de los materiales de las superficies o del inserto permite la creación de otros tipos de paneles estudiados a medida para los diversos usos. Los paneles con inserto de poliestireno son útiles para realizar cubiertas de techos y tabiques; en la industria náutica se utilizan aquellos con inserciones de fibras rígidas de poliéster reforzadas con fibra de vidrio o PVC, porque son estables y tienen buena resistencia a los esfuerzos ya los agentes químicos. Si, además de las características mecánicas, también se debe garantizar una excelente absorción del ruido, resistencia a las vibraciones, plasticidad y ligereza, el inserto está fabricado con caucho o espumas especiales, que no colapsan bajo la carga, sino que flexionan y distribuyen la fuerza sobre un superficie más grande.
Tableros mejorados Consisten principalmente en chapas, que luego de la impregnación preliminar con resinas sintéticas y acopladas con tejidos sintéticos dan lugar a productos de espesor variable que, además de la alta resistencia al agua, otorgan excelente estabilidad dimensional y mejora de las características mecánicas. poseen una durabilidad y resistencia excepcionales a los agentes de deterioro biológicos y químicos. La estructura se crea según el uso y puede tener forma de estrella, es decir, con las chapas individuales orientadas radialmente o en forma de lámina, si las dos chapas superficiales son paralelas entre sí y las internas dispuestas con grano perpendicular. Los paneles mejorados se utilizan en sectores muy importantes: aeronáutica, transporte, náutica y para producir mecanismos, conectores y guías de máquinas que deben garantizar la máxima resistencia, eficiencia y durabilidad.
PARTE III
¿QUÉ ES EL LIJADO?
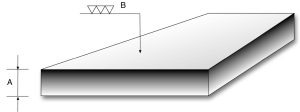
Es la acción con la que se retira una determinada cantidad de material de una pieza rugosa por medio de un material abrasivo, para darle un aspecto superficial bien definido. Según el lenguaje actual es un procedimiento destinado a eliminar cualquier aspereza del material. El lijado es una operación que se realiza con una herramienta, generalmente una cinta abrasiva, sobre un material o superficie recubierta (madera, chapa de madera, aglomerado, fibra, MDF, papel, papel impregnado, barniz), con el fin de obtener (ver figura 1): – una dimensión de espesor definida (A); – una condición o calidad definida de la superficie (B). En otros casos, la herramienta puede consistir en un filamento abrasivo o fibra abrasiva, ensamblados en forma de rodillos o discos. La cantidad y tipo de material abrasivo son diferentes según los procesos previstos y las dimensiones son medidas y reguladas por normas internacionales. El lijado manual ha sido suplantado por máquinas cada vez más sofisticadas, en las que el ciclo de producción es rápido y preciso, pero los problemas de lijado son tan variados que no existe una lijadora universal en la que se puedan realizar todos los tipos de trabajo igual de bien.
Fig. 1 – Finalidad del lijado
LOS TRABAJOS
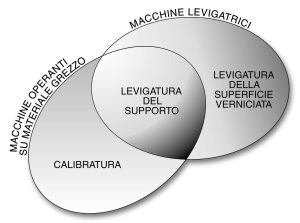
Es muy importante analizar y definir los distintos procesos con una terminología específica, dividiéndolos en tres fases principales (ver figura 2): a) calibración; b) alisado del soporte; c) alisado de la superficie pintada. Cuando prevalece la necesidad de obtener un determinado tamaño, independientemente de la calidad de la superficie, se realiza una calibración. Por lo tanto, se puede decir que la calibración es la igualación del espesor de una pieza, con la eliminación del exceso de material. Cuando prevalece la necesidad de obtener una determinada calidad de la superficie, independientemente del espesor, se procede al lijado. El lijado del soporte consiste en la eliminación de las imperfecciones superficiales antes de pintar, mientras que el lijado de la superficie pintada consiste en la eliminación de las imperfecciones superficiales después del pintado, como preparación para el pintado final.
De todas las operaciones de mecanizado de madera maciza y muebles, el lijado es una de las más complejas y variadas. La valoración del resultado de esta operación suele basarse más en la apariencia y el sentido estético que en una serie de "valores absolutos". Esto es particularmente cierto en Italia, donde los usuarios son muy sensibles a la calidad del acabado de las piezas. Las máquinas utilizadas para el lijado se pueden dividir en seis grupos (ver figura 3):. 1) herramientas portátiles; 2) máquinas de banda estrecha manuales, semiautomáticas y automáticas; 3) máquinas automáticas de banda ancha, para alisar las superficies planas de los paneles; 4) máquinas especiales con rodillos abrasivos flexibles, para alisar superficies planas paneles con bajorrelieves; 5) máquinas automáticas para alisar los bordes de los paneles; 6) máquinas automáticas para alisar la superficie de perfiles. Estas diferentes "opciones" del proceso de producción de lijado se justifican por las innumerables necesidades en cuanto al resultado final y por los diferentes tipos de material a tratar. La operación de calibración tiene sentido solo si se realiza en los lados de un panel, para permitir su dimensionamiento exacto; por lo que esta operación sólo puede realizarse con máquinas automáticas de banda ancha (ver punto 3 en figura 3) debidamente equipadas. Los bordes del panel normalmente se dimensionan mediante el uso de otros tipos de procesamiento, como corte y/o escuadrado. Los perfiles, tanto para pinturas como para muebles, así como las formas de los bajorrelieves sobre paneles (normalmente definidos como puertas) se obtienen operando con máquinas de moldeo, o con pantógrafos automáticos de control numérico. Esta condición determina por tanto la necesidad de lijar copiando fielmente la forma ya obtenida, sin alterar su forma.
Es una operación necesaria no sólo para mejorar el aspecto cualitativo de la superficie, sino sobre todo para una serie de objetivos de producción.
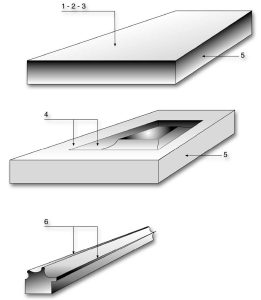
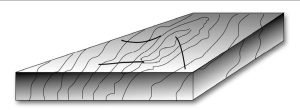
Elimine completamente las muescas o rayones en la superficie (ver figura 4). Estos arañazos normalmente son atribuibles tanto a la manipulación de los paneles como a maniobras accidentales incorrectas en las máquinas dedicadas a las operaciones anteriores. De ello se deduce que, si la profundidad de la raya es considerable, será imprescindible eliminar una cantidad de material tal que permita su completa eliminación. Los arañazos en la superficie son tanto más evidentes cuanto más se oponen a la dirección natural de la veta de la madera. Los arañazos superficiales y longitudinales con respecto al grano apenas son perceptibles para el ojo humano.
Eliminar restos o restos de cola de la superficie (ver figura 5) En la construcción del panel enchapado, la chapa se aplica a la superficie mediante una operación de prensado, utilizando colas especiales que, bajo la acción del calor desarrollado por el prensan y teniendo en cuenta que es extremadamente más fino que la chapa, la impregnan hasta que emerge a la superficie de forma desigual. Conecte el límite de la superficie plana al límite del borde Tanto en presencia de cantos perfilados, como con cantos revestidos de chapa (u otros materiales), el punto de unión entre ambas superficies debe quedar lo más oculto posible. En el caso de cantos rectos, el alisado se realiza con una unidad de pulido dedicada (canteadora), normalmente instalada en la pulidora de cantos.
Apertura del poro natural de la madera Las operaciones de prensado tienden a aplastar la veta natural de la madera, dando como resultado un aplanamiento óptico. Por el contrario, la veta de la madera se apreciará mejor aumentando su efecto de profundidad; este efecto es tanto más apreciable cuanto más libres de polvo están los poros naturales de la madera.
Determinar una rugosidad uniforme de la superficie En la operación posterior de aplicación del color se pueden crear manchas, debido a la absorción no homogénea del producto. La absorción es mayor en todas las zonas donde la flor es más blanda, mientras que por el contrario las zonas de flor dura serán más ligeras. Una rugosidad uniforme y controlada obtenida durante el pulido reduce considerablemente este fenómeno; por lo tanto, mientras persista el fenómeno, la diferencia de tono de color es aceptable.
Eliminar eventuales restos de papel en la superficie (ver figura 6) En la composición de superficies con el uso de tiras de chapa de grano irregular (por ejemplo "Parquet de Versailles") se suele utilizar tiras de papel engomado, para sujetar y colocar una al lado de la otra las diferentes tiras de chapa, antes de prensar. La prensa comprime el papel en la veta natural de la madera, lo que requiere una acción de lijado para eliminar cualquier rastro de papel. Esta fase de lijado es bastante delicada, ya que se requiere cierta agresividad para penetrar en el interior del grano, salvaguardando la integridad de la superficie enchapada.
Fig. 4 – Arañazos en la superficieFig. 5 – Panel de madera contrachapadaFig. 6 – Tiras de papel en la superficie
ALISADO DE LA SUPERFICIE PINTADA
El alisado de la superficie pintada (primer) es un requisito indispensable del proceso de acabado, ya que permite obtener una serie de ventajas productivas.
Permite la adherencia de la pintura de acabado, al secarse la primera capa deja la superficie completamente lisa; si la posterior aplicación del top coat se realiza directamente después del secado de la imprimación, tarde o temprano se desprenderá la película de barniz superficial.
Elimina cualquier defecto de aplicación de pintura Todos los sistemas de aplicación de pintura, aunque sean perfectos, pueden provocar defectos superficiales, atribuibles a un mal ajuste de la máquina, oa un error del sistema. Si la pintura se aplica con rociador, pueden quedar algunas ondas en la superficie; si la aplicación se realiza con rodillo, pueden quedar arrugas longitudinales (a lo largo de la dirección de avance); en el caso de aplicación de cortina, puede quedar un cordón en el borde de entrada.
Elimina cualquier defecto debido a los productos de pintura La simple presencia de burbujas de aire dentro de la pintura dejará una miríada de pequeños cráteres en la superficie seca, ya que las burbujas de aire tienden a subir a la superficie durante la fase de secado.
Elimina el polvo de la superficie Si el ambiente en el que se seca el panel no está presurizado, por lo tanto no es inmune al polvo del ambiente, el polvo que se deposita sobre el panel cuando la pintura aún está fresca, queda anclado allí. Después del secado, las picaduras en la superficie se notan fácilmente al tacto.
Elimina la parafina de la superficie pintada con poliéster. En los productos de pintura tradicionales de poliéster, se usa comúnmente un porcentaje de parafina en la mezcla. Durante el proceso de gelificación, este componente emerge en la superficie. Si la parafina permanece en la superficie, la aplicación del acabado se hace imposible, ya que la misma parafina no permite que se adhieran otras capas de pintura. En todas las operaciones de lijado, tanto si se realizan sobre el soporte como sobre la superficie pintada, hay que distinguir una primera fase del llamado "pre-lijado", que tiene sobre todo la función de eliminar los defectos preexistentes y una posterior fase de “acabado”.”, en la que la única preocupación es obtener la mejor calidad final de la superficie.